光造形3Dプリンターの使い方については、熱融解方式より完成までの手順が多く、初心者に優しくないところがあります。
ここでは光造形3Dプリンターで造形物を完成させるまでの大まかな流れを知ってもらうために、自分が造形するときの手順と造形に必要なものを紹介していこうと思います。
今回はPhoton Sという機種を使用していますが、この価格帯の光造形3Dプリンターはだいたい似たような手順だと思います。

2020/7/10 追記
より失敗が少なくなるやり方を見つけたので、記事の内容を追加・修正しました。
3Dプリンター使用前の準備
3Dモデルを用意する
3Dプリンターで印刷したい造形物のモデルを決めます。インターネット上からダウンロードしたものもあれば、自分でソフトを使って作成する場合もあると思います。
今回は3Dプリンター用のデータ共有サイト、Thingiverseで見つけた、ピ〇チュウのようなものを造形していこうと思います。

スライサーを使って出力用のデータを作成する
一般的な3Dモデルのファイル形式(.stlや.fbxなど)のままでは3Dプリンターで出力することはできません。それらのファイルをスライサーで読み込んで、3Dプリンターの対応するファイル形式(Photon Sの場合は.photons)に変換する必要があります。
また元の3Dモデルの形状のままデータを変換しても、モデルの通りに出力できない場合が多く、正しく出力できるようスライサーでサポート材と呼ばれる支えをつけないといけない場合がほとんどです。
今回は手順解説のため本来であればいらない部分にもサポート材をつけています。(別にいらなかったかも)
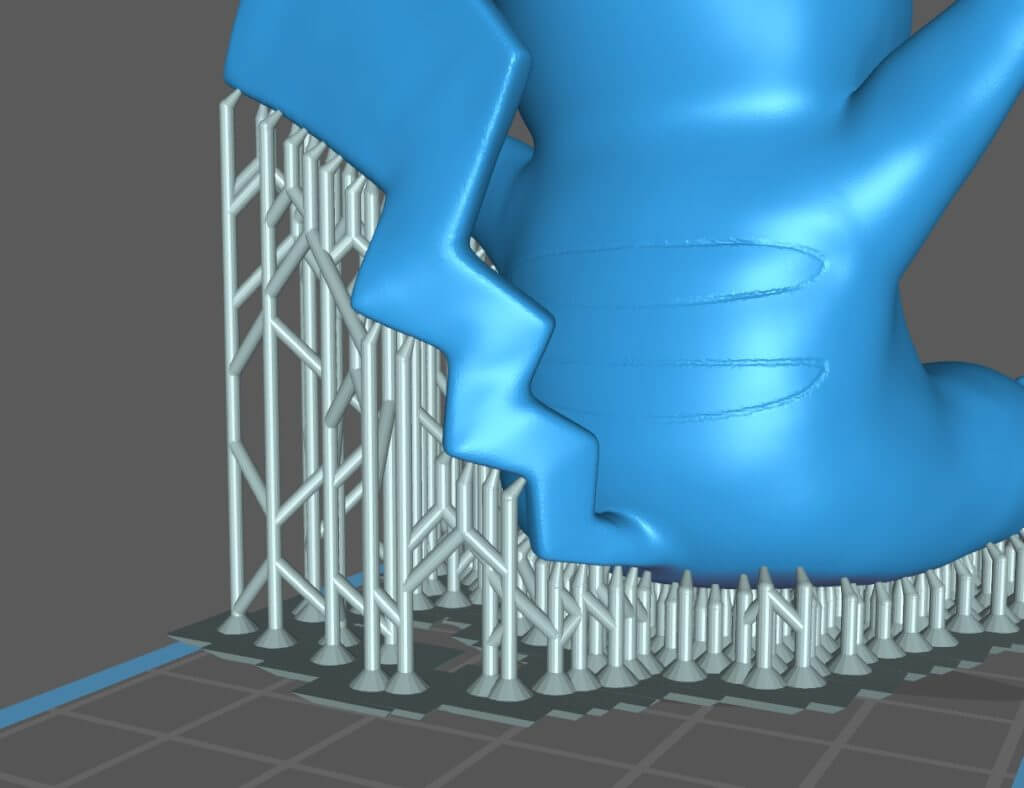
サポート材のつけ方のコツについては機会があれば別記事で解説しようと思います。
スライサーは多くの光造形3Dプリンターの形式に対応しているCHITUBOXがおすすめです。
作成したデータはUSBメモリに入れておきます。USBメモリは3Dプリンターに差したときに場所を取らないよう小型のものがおすすめ。

3Dプリンター本体の準備
Z軸のレベリング
必要に応じてZ軸のレベリングと呼ばれる調整を行います。ここは機種ごとに手順が異なるので割愛します。
レジンの準備

ここからレジンを扱う作業に入りますが、レジンを素手で触っているとレジンアレルギーを発症してしまう場合があるので、薬品に強く穴の開きにくいニトリル手袋を装着した状態で作業しています。
以前ビニール手袋を使用していたことがありますが、いつの間にか穴が開いていてレジンが浸透してしまうことがあったため、それ以降はニトリル手袋を使用しています。
手袋を装着したら、レジンをレジンバットに流し込んでいきますが、その前にレジンの容器内で分離しているレジンを攪拌しておきます。容器を軽くゆすっておきましょう。
その後レジンバットに流し込みます。今回はここで十分な量のレジンを入れなかったので、後述の通り失敗することになります。。最終的に必要になる分より多めに入れておきましょう。

出力開始

フタをしたら、スライサーで出力したデータの入ったUSBメモリを差し込んで3Dプリンターでの出力を開始します。
出力完了までの時間は、3Dプリンターの種類や出力の設定、出力したい造形物の高さなどで変わります。
今回は9cm程の高さで8時間くらいでした。
2020/7/10 追記
出力時間によっては、出力中にレジンが分離してしまいうまくいかないことがあるようです。
今回のように時間がかかる場合は、合間を見てレジンバットのレジンを攪拌するようにした方が良さそうです。
攪拌には後ほど紹介する筆を使っています。
出力後の作業
3Dプリンターからプラットフォームを取り外す
出力が完了すると、レジンまみれの造形物がプラットフォームに張り付いた状態になっています。
プラットフォームのネジを手で回して、3Dプリンターをプラットフォームごと取り外します。
このときプラットフォームを落とさないように気を付けてください。レジンが飛び散り、最悪の場合は3Dプリンターが破損することになります。
造形物をプラットフォームから剥がす


レジンの洗浄
今回はSK本舗さんの水洗いレジンを使用しているので、水で洗浄していきます。
水洗いではない通常のレジンを使用した場合は、「イソプロピルアルコール(IPA)」という特別な洗浄液が必要で、何度か洗浄する必要があったりと取り扱いが大変です。
水洗いレジンだとその必要がないので大変おすすめです。

いつも手袋をはめた手洗いでレジンを落としているんですが、水洗いレジンと言えどこれがなかなか落ちません。ですが、筆を使うと造形物を傷つけずに効率的に落とせるらしいので下のものを購入しました。笑
次回から使ってみようと思います。
2020/7/10 追記
購入して使用していますが、細かい隙間などを洗うのに重宝しています。
造形中に沈殿したレジンの攪拌にも使っています。

二次硬化
出力した造形物の強度を上げるために二次硬化という作業を行います。
出力した造形物をUVライトにさらします。
さらす時間は人によって2分だったり1時間だったり言ってることがバラバラなのでよくわかりません。造形物の形状によっても変わるみたいですが。。
自分は2分程で完了してます。
このUVライトには一応2分間のタイマーがついてます。

2020/7/10 追記
自分が使用していたレジンのメーカーであるSK本舗さんのサイトによると、この水洗いレジンは二次硬化をする必要がないようです。
使用するレジンによって最適な処理は変わってくるようなので、この記事で説明した手順についても、使用するレジンに合わせて少し変える必要があるかもしれません。
レジンの片づけ
二次硬化している間に3Dプリンターに残ったレジンをストレイナーを使用して片付けます。
本当は未使用のレジンと混ぜない方がいいみたいですが、自分は元の入れ物に戻してしまってます。ストレイナーでゴミなどを取り除きながら戻します。

サポート材を取り除く

二次硬化が終わったら造形物に残ったサポート材を取り除いていきます。ニッパーで取り除くのがいいという記事も見かけましたが、一本一本やるのはかなり骨の折れる作業です。自分はいつも手で取っています。
ただ手で取り除くとサポート材と接触していた部分がわずかに凹んだようになる気がするので綺麗に仕上げるにはニッパーを使った方がいいのかも。。

仕上げ
必要に応じてやすりがけや塗装を行います。
自分はやすりがけや色の塗装についてはまだ経験がなく、いつも仕上げ用の光沢の出るUVカットのスプレーのみ吹きかけています。

造形物の完成
これで完成。
、、と言いたいところですが、実は失敗しました。
「プラットフォームからはがす」段階の写真をよく見てもらうとわかるのですが、3Dプリンターで出力している段階から頭の部分にヒビが入っています。
このヒビは造形中にレジンが足りないことに気づき、追加するために一時停止してしまったのが原因の一つだと思います。
次からは十分にレジンを入れておこうと思いました。
また、UVカットの塗装をしないまま数日おいてしまったためか、頭のヒビが大きなってしまい、さらに足の部分にも新たにヒビが入っていました。

次回からは、そのあたりに気を付けて作業していこうと思います。
今回は失敗してしまいましたが、大まかな手順としてはこのような感じになります。
おすすめの光造形3Dプリンター
光造形3Dプリンターは国内でも使用している方の多い、ELEGOO製・ANYCUBIC製をオススメしています。
それぞれ最新機種の比較記事を作成しているので興味がある方は是非ご覧ください。



